
Verbinden der Profile in die O-Ringe verläuft heutzutage in zwei Formen:
- durch Kleben der Stoßstellen
- durch Vulkanisation der Stoßstellen
Kleben der Stoßstellen
- bei diesem Prozess der Produktion wird im Sinne Ihrer Anforderungen die gewünschte Länge der Dichtung abgeschnitten (die Stoßstelle kann entweder senkrecht oder schräg sein, um stärkere Verklebungen zu sichern)
- nachfolgend wird das Profil gereinigt und, falls Material es erfordert (z. Bsp. Silikondichtungen), wird Primer aufgetragen (ein Stoff, der eine wesentlich bessere Klebfähigkeit der Stoßstellen sichert)
- nächster Schritt ist das Kleben selbst, mit Sekundenkleber.
- der letzte Produktionsschritt ist Kontrolle der Verklebung durch Zugprüfung
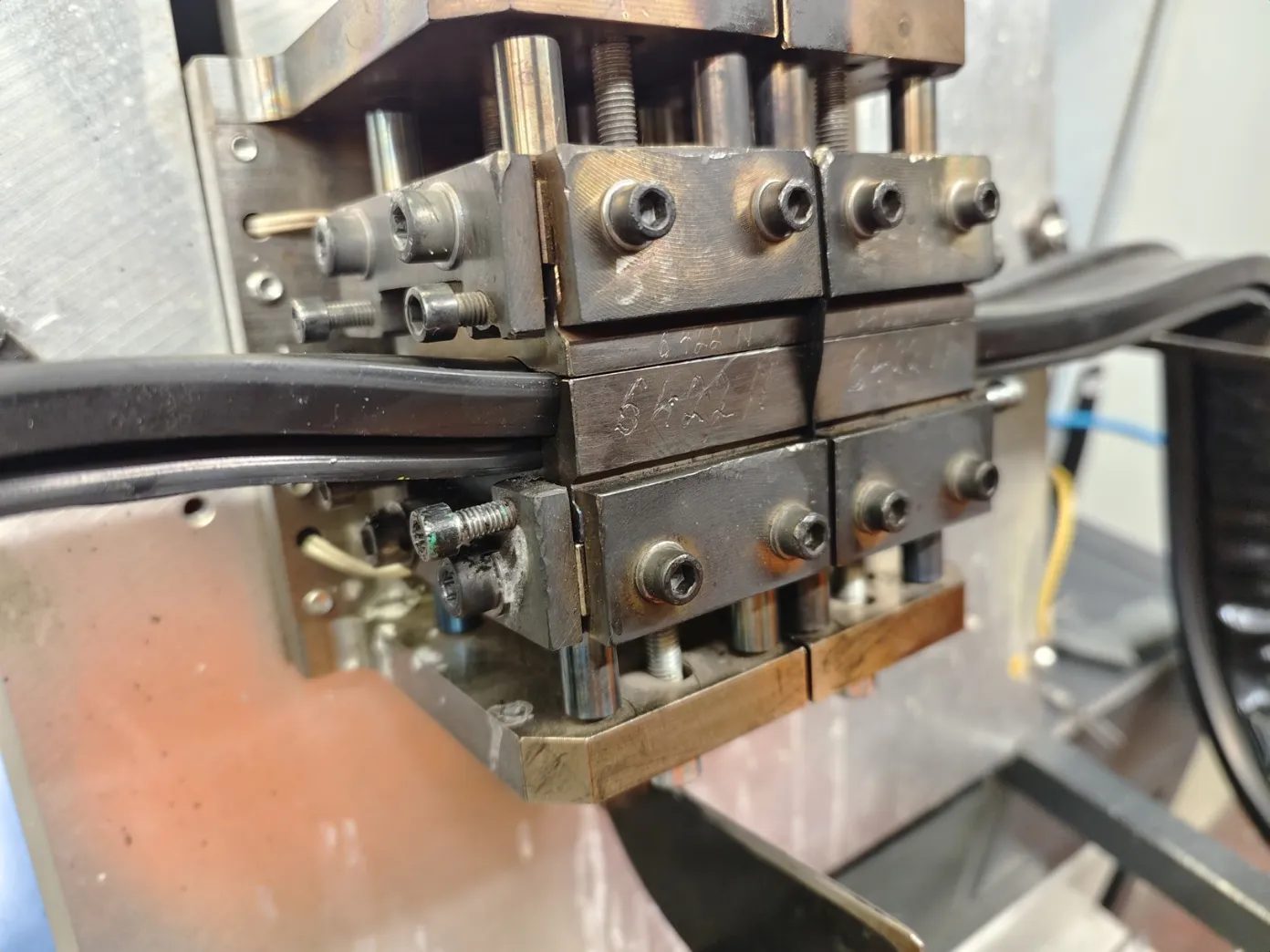
Vulkanisierte Stoßstellen
- dieser Prozess ist wesentlich anspruchsvoller
- gleich wie beim Kleben der Stoßstellen besteht der erste Schritt im Abschneiden der gewünschten Länge
- nachfolgend kommt Reinigung an die Reihe
- Vorbereitung der Rohmischung für die vulkanisierte Stoßstelle
- Vulkanisierung selbst
- Aufbereitung der vulkanisierten Stoßstelle
- Kontrolle und Prüfung der Stoßstelle
Der gesamte Prozess verläuft in speziellen Einzweck-Vulkanisierpressen. Großer Vorteil dieses Prozesses ist die Verbesserung der dynamischen Eigenschaften der Stoßstelle und die Möglichkeit, die O-Ringe von 350 mm bis zu einigen Metern herzustellen.